
In either case, the core-to-shell ratio can be from 60:40 to 95:5, with the most typical being 80 to 85 percent core and 20 to 15 percent shell. These microPCMs can then be available as a slurry (from about 20 to 45 percent microPCMs in water), as a filter cake (water removed to obtain a moist cake between 50 and 75 percent microPCMs and the rest water) or as a dry, free-flowing powder (usually via spray drying).
A variety of quality-control tests can be conducted on finished microPCMs. They are:
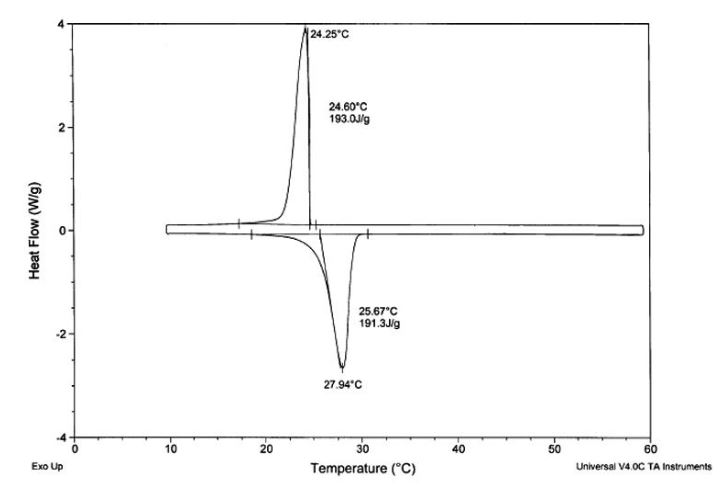
- Differential scanning calorimeter: DSC tests the amount of energy required to heat or cool a sample (usually between 5 to 10 milligrams in size). An example of a DSC chart is below. It will yield critical information about a material’s melt and crystallization points and widths, the amount of energy or latent heat it has at phase change temperatures and if there is any noteworthy supercooling (a crystallization point/melt point difference of usually greater than 10°C).
- Particle size analysis: This test measures the particle size both in range and on average and can be done by microcapsule count or by microcapsule volume.
- Free oil: This test is usually done as a solvent extraction and weight analysis method and/or with a gas chromatogram (GC).
- Thermogravimetric analysis: TGA measures the weight loss of a sample of the microPCMs as the temperature increases. This is a quasi-analysis of the strength of the microPCMs since it essentially measures the microcapsule shell’s resistance to bursting as its core builds up enough vapor pressure to tear the microcapsule open, much like moisture escaping from a kernel of corn as it pops.